

ASTM A312 304 304L 316L Altzairu Herdoilgaitzezko Hodiaren Prezio Onena

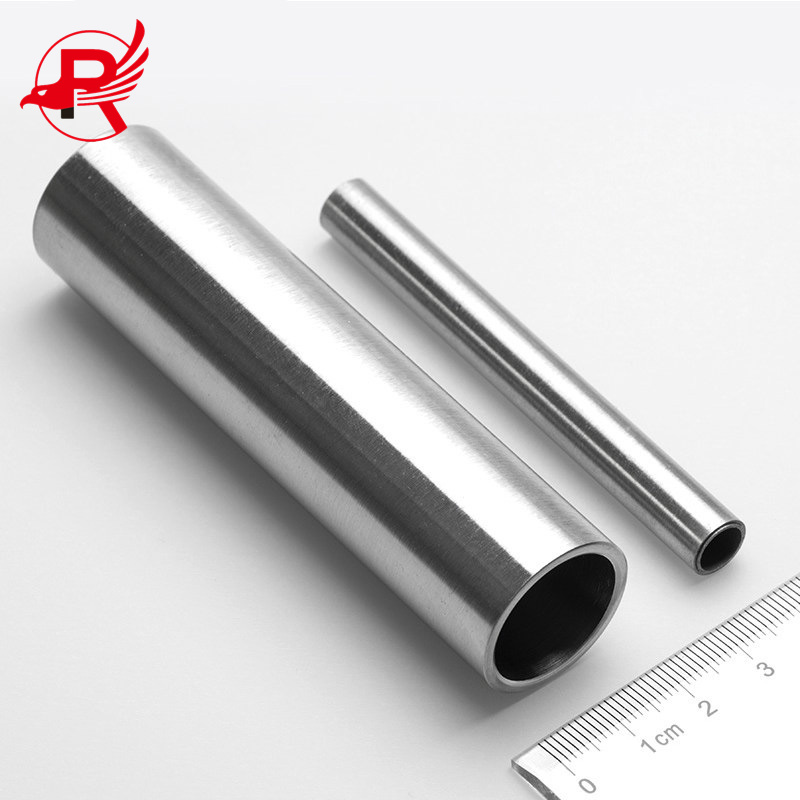



| Produktuaren izena | Altzairu herdoilgaitzezko hodi biribila |
| Estandarra | ASTM AISI DIN, EN, GB, JIS |
| Altzairuaren maila
| 200 Seriea: 201,202 |
| 300 Seriea: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| 400 Seriea: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Altzairu duplexa: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Kanpoko diametroa | 6-2500 mm (beharrezkoa den moduan) |
| Lodiera | 0,3 mm-150 mm (beharrezkoa den moduan) |
| Luzera | 2000mm/2500mm/3000mm/6000mm/12000mm (beharrezkoa den moduan) |
| Teknika | Ezin hobea |
| Gainazala | 1. zk. 2B BA 6K 8K Ispilua 4. zk. HL |
| Tolerantzia | ±%1 |
| Prezio Baldintzak | FOB, CFR, CIF |










Altzairu herdoilgaitzezko hodia altzairu biribil luze huts mota bat da, batez ere industria-garraioko hodietan erabiltzen dena, hala nola petrolioan, industria kimikoan, tratamendu medikoan, elikagaietan, industria arinean, tresna mekanikoetan, etab., baita egitura mekanikoen osagaietan ere. Gainera, tolestura- eta tortsio-erresistentzia berdinak direnean, pisua arinagoa da, beraz, pieza mekanikoak eta ingeniaritza-egiturak fabrikatzeko ere asko erabiltzen da. Altzari eta sukaldeko tresneria gisa ere erabili ohi da, etab.
Oharra:
1. Laginketa doan, %100eko salmenta osteko kalitate bermea, edozein ordainketa metodo onartzen du;
2. Altzairu karbonatuzko hodien beste zehaztapen guztiak zure eskakizunen arabera daude eskuragarri (OEM eta ODM)! ROYAL GROUP-en fabrika prezioa jasoko duzu.
Altzairu Herdoilgaitzezko Hodien Konposizio Kimikoak
| Konposizio kimikoa % | ||||||||
| Kalifikazioa | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5-7. 5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16.0 -18.0 | - |
| 202 | ≤0,15 | ≤l.0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4.0-6.0 | 17.0-19.0 | - |
| 301 | ≤0,15 | ≤l.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6.0-8.0 | 16.0-18.0 | - |
| 302 | ≤0,15 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 8.0-10.0 | 17.0-19.0 | - |
| 304 | ≤0.0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.0 | - |
| 304L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.0 | - |
| 309S | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.0 | 22.0-24.0 | - |
| 310S | ≤0,08 | ≤1.5 | ≤2.0 | ≤0,035 | ≤ 0,03 | 19.0-22.0 | 24.0-26.0 | |
| 316 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0 - 15.0 | 16.0 -1 8.0 | 2.0 -3.0 |
| 321 | ≤ 0,08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0 - 13.0 | 17.0 -1 9.0 | - |
| 630 | ≤ 0,07 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | 3.0-5.0 | 15,5-17,5 | - |
| 631 | ≤0,09 | ≤1.0 | ≤1.0 | ≤0,030 | ≤0,035 | 6,50-7,75 | 16.0-18.0 | - |
| 904L | ≤ 2,0 | ≤0,045 | ≤1.0 | ≤0,035 | - | 23.0·28.0 | 19.0-23.0 | 4.0-5.0 |
| 2205 | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22.0-23.0 | 3.0-3.5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1.2 | ≤0,035 | ≤0,02 | 6.0-8.0 | 24.0-26.0 | 3.0-5.0 |
| 2520 | ≤0,08 | ≤1.5 | ≤2.0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0.24 -0.26 | - |
| 410 | ≤0,15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11,5-13,5 | - |
| 430 | ≤0.1 2 | ≤0,75 | ≤1.0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16.0 -18.0 | |
Altzairu herdoilgaitzaren gainazalaren akabera, hotzean ijezteko eta ijezteko ondoren gainazala berriro prozesatzeko prozesatzeko metodo desberdinen bideztabernas mota desberdinak izan ditzake.

Altzairu herdoilgaitzezko hodien gainazaleko prozesamendua honako hau da: NO.1, 2B, No. 4, HL, No. 6, No. 8, BA, TR gogorra, Rerolled distiratsua 2H, distira leuntzea eta beste gainazal akabera batzuk, etab.
1. ZENBAKIA: 1. gainazalak altzairu herdoilgaitzezko hodiaren bero-laminaketaren ondoren tratamendu termiko eta dekapaketaren bidez lortutako gainazala adierazten du. Bero-laminaketaren eta tratamendu termikoen bidez sortutako oxido beltzaren eskala kentzea da, dekapaketaren edo antzeko tratamendu-metodoen bidez. Hau 1. gainazal-prozesamendua da. 1. gainazala zilar-zuri eta matea da. Batez ere beroarekiko eta korrosioarekiko erresistenteak diren industrietan erabiltzen da, gainazalaren distira behar ez dutenetan, hala nola alkoholaren industrian, industria kimikoan eta ontzi handietan.
2B: 2B-ren gainazala 2D gainazaletik desberdina da, arrabol leun batekin leundua baita, beraz, 2D gainazala baino distiratsuagoa da. Tresnak neurtutako gainazalaren zimurtasun Ra balioa 0,1~0,5μm da, eta hau da prozesatzeko mota ohikoena. Altzairu herdoilgaitzezko zerrendaren gainazal mota hau da polifazetikoena, helburu orokorretarako egokia, oso erabilia da industria kimikoan, papergintzan, petrolioan, medikuntzan eta beste industria batzuetan, eta eraikinen gortina-horma gisa ere erabil daiteke.
TR Akabera Gogorra: TR altzairu herdoilgaitza altzairu gogorra ere deitzen zaio. Bere altzairu mota adierazgarriak 304 eta 301 dira, erresistentzia eta gogortasun handia behar duten produktuetarako erabiltzen dira, hala nola trenbideetako ibilgailuak, garraiatzaile-zintak, malgukiak eta junturak. Printzipioa altzairu herdoilgaitz austenitikoaren gogortze-ezaugarriak erabiltzea da altzairuzko xaflaren erresistentzia eta gogortasuna handitzeko, lan hotzeko metodoen bidez, hala nola laminazioa. Material gogorrak laminazio leunaren ehuneko batzuk edo hamarnaka batzuk erabiltzen ditu 2B oinarrizko gainazalaren lautasun leuna ordezkatzeko, eta ez da erreketarik egiten laminatu ondoren. Beraz, material gogorraren TR gainazal gogorra laminazio hotzaren ondoren laminatutako gainazala da.
Berriro biribilkatutako distira 2H: Biribilketa prozesuaren ondoren, altzairu herdoilgaitzezko hodia erreketa distiratsuaren bidez prozesatuko da. Hodia azkar hoztu daiteke erreketa jarraituaren linearen bidez. Altzairu herdoilgaitzezko hodiaren abiadura linean 60m~80m/min ingurukoa da. Urrats honen ondoren, gainazalaren akabera 2H berriro biribilkatutako distira izango da.
4. zk.: 4. zk.-aren gainazalak 3. zk.-aren gainazala baino distiratsuagoa den gainazal leundu fin bat du. Altzairu herdoilgaitzezko hotzean laminatutako hodia leunduz eta 150-180#-ko ale-tamaina duen mekanizatutako gainazaleko zinta urratzaile batekin leunduz ere lortzen da. Tresnak neurtutako gainazaleko zimurtasun Ra balioa 0,2~1,5μm da. 4. zk.-aren gainazala oso erabilia da jatetxe eta sukaldeko ekipamenduetan, ekipamendu medikoetan, arkitektura-dekorazioan, ontzietan, etab.
HL: HL gainazalari normalean ile-lerro itxurako akabera deitzen zaio. Japoniako JIS arauak xedatzen du 150-240#-ko urratzaile-zinta erabiltzen dela lortutako ile-lerro itxurako urratzaile-gainazal jarraitua leuntzeko. Txinako GB3280 arauan, araudia nahiko lausoa da. HL gainazal-akabera batez ere eraikinen dekoraziorako erabiltzen da, hala nola igogailuak, eskailera mekanikoak eta fatxadak.
6. zk.: 6. zk.-aren gainazala 4. zk.-aren gainazalean oinarrituta dago eta GB2477 arauak zehaztutako W63 partikula-tamaina duen Tampico eskuila edo material urratzaile batekin leundu da. Gainazal honek distira metaliko ona eta errendimendu leuna ditu. Islapena ahula da eta ez du irudia islatzen. Propietate on horri esker, oso egokia da eraikinen gortina-hormak eta eraikinen ertz-apaingarriak egiteko, eta sukaldeko tresna gisa ere asko erabiltzen da.
BA: BA gainazala laminazio hotzaren ondoren tratamendu termiko distiratsuaren bidez lortzen dena da. Tratamendu termiko distiratsua atmosfera babesle batean erretzea da, gainazala ez oxidatzea bermatzen duena hotzean laminatutako gainazalaren distira mantentzeko, eta ondoren, leuntzeko arrabol zehatz bat erabiltzen da argi berdintzeko eta gainazalaren distira hobetzeko. Gainazal hau ispilu baten antzekoa da, eta tresnak neurtutako gainazalaren zimurtasun Ra balioa 0,05-0,1 μm da. BA gainazalak erabilera sorta zabala du eta sukaldeko tresna, etxetresna elektriko, ekipamendu mediko, auto piezen eta apaingarri gisa erabil daiteke.
8. zk.: 8. zk. ispilu-akabera duen gainazala da, islatzailetasun handiena duena, ale urratzailerik gabe. Altzairu herdoilgaitzezko prozesamendu sakonaren industriak 8K plaka gisa ere deitzen die. Oro har, BA materialak ispilu-akaberaren lehengai gisa erabiltzen dira, arteztu eta leunduz soilik. Ispilu-akaberaren ondoren, gainazala artistikoa da, beraz, batez ere eraikinen sarreretan eta barne-dekorazioan erabiltzen da.
Ekoizpen-prozesu nagusia: altzairu biribila → berriro ikuskatzea → zuritzea → zigilatzea → zentratzea → berotzea → zulatzea → dekapatzea → buru laua → ikuskatzea eta arteztea → hotzeko ijezketa (hotzeko marrazketa) → koipegabetzea → tratamendu termikoa → zuzentzea → hodiak moztea (luzera finkoa) → dekapatzea/pasibatzea → amaitutako produktuaren ikuskatzea (korronte zurrunbilotsua, ultrasoinuak, ur-presioa) → ontziratzea eta biltegiratzea.
1. Altzairu biribilaren ebaketa: Altzairu biribila lehengaien biltegitik jaso ondoren, kalkulatu altzairu biribilaren ebaketa-luzera prozesuaren eskakizunen arabera, eta marraztu lerro bat altzairu biribilaren gainean. Altzairuak altzairu-mailaren, bero-zenbakiaren, ekoizpen-lote-zenbakiaren eta zehaztapenen arabera pilatzen dira, eta muturrak kolore ezberdinetako pinturaz bereizten dira.
2. Zentratzea: Zulagailu-beso gurutzatua zentratzerakoan, lehenik eta behin, aurkitu altzairu biribileko sekzio batean erdigunea, egin lagin-zuloa eta, ondoren, finkatu bertikalki zulatzeko makinaren mahaian zentratzeko. Zentratu ondoren, barra biribilak altzairu-mailaren, bero-zenbakiaren, zehaztapenaren eta ekoizpen-lote-zenbakiaren arabera pilatzen dira.
3. Zuritzea: zuritzea sartzen diren materialen ikuskapena gainditu ondoren egiten da. Zuritzeak tornu bidezko zuritzea eta zurrunbilo bidezko ebaketa barne hartzen ditu. Tornu bidezko zuritzea tornuan egiten da, besarkada baten eta goiko baten prozesatzeko metodoaren bidez, eta zurrunbilo bidezko ebaketa altzairu biribila makina-erremintaren gainean zintzilikatzeko da. Zurrunbilo bidezko ebaketa egin.
4. Gainazaleko ikuskapena: Zuritutako altzairu biribilaren kalitate-ikuskapena egiten da, eta dauden gainazaleko akatsak markatzen dira, eta artezketa-langileek arteztuko dituzte gaituak izan arte. Ikuskapena gainditu duten barra biribilak bereizita pilatzen dira altzairu-mailaren, bero-zenbakiaren, zehaztapenaren eta ekoizpen-lote-zenbakiaren arabera.
5. Altzairu biribilaren berokuntza: Altzairu biribilaren berokuntza ekipoen artean, gas bidezko sutondo inklinatuzko labea eta gas bidezko kaxa motako labea daude. Gas bidezko bihotz inklinatuzko labea kantitate handietan berotzeko erabiltzen da, eta gas bidezko kaxa motako labea kantitate txikietan berotzeko. Labera sartzean, altzairu mota, bero-zenbaki eta zehaztapen desberdinetako barra biribilak kanpoko film zaharrak bereizten ditu. Barra biribilak berotzen direnean, tornugileek tresna bereziak erabiltzen dituzte barrak biratzeko, barra biribilak uniformeki berotzen direla ziurtatzeko.
6. Bero-ijezketa zulatzea: erabili zulatzeko unitatea eta aire-konpresorea. Altzairu biribil zulatuen zehaztapenen arabera, dagokien gida-plakak eta molibdeno-tapoiak hautatzen dira, eta berotutako altzairu biribila zulatzeko makina batekin zulatu egiten da, eta zulatutako hondakin-hodiak ausaz sartzen dira putzura hozteko.
7. Ikuskapena eta artezketa: Egiaztatu hondakin-hodiaren barneko eta kanpoko gainazalak leunak eta finak direla, eta ez dela lore-azalik, pitzadurarik, tarteko geruzarik, zulo sakonik, hari-marka larririk, dorre-burdinarik, frijiturik, Baotou eta igitai-bururik egon behar. Hondakin-hodiaren gainazaleko akatsak tokiko artezketa-metodoaren bidez konpondu daitezke. Ikuskapena gainditu duten hondakin-hodiak edo konpondu eta arteztu ondoren akats txikiekin ikuskapena gainditu dutenak tailerreko multzokatzaileek multzokatuko dituzte eskakizunen arabera, eta hondakin-hodiaren altzairu-mailaren, labe-zenbakiaren, zehaztapenaren eta ekoizpen-lote-zenbakiaren arabera pilatuko dira.
8. Zuzenketa: Zulaketa-tailerrera sartzen diren hondakin-hodiak sortaka ontziratzen dira. Sarrerako hondakin-hodiaren forma tolestuta dago eta zuzendu egin behar da. Zuzenketa-ekipoak zuzenketa bertikala, zuzenketa horizontala eta prentsa hidrauliko bertikala dira (altzairuzko hodiak kurbadura handia duenean aurre-zuzenketarako erabiltzen da). Zuzenketan zehar altzairuzko hodia jauzi ez dadin, nylonezko mahuka bat erabiltzen da altzairuzko hodia mugatzeko.
9. Hodien ebaketa: Ekoizpen-planaren arabera, zuzendutako hondakin-hodia burutik eta isatsetik moztu behar da, eta erabilitako ekipamendua artezteko gurpilak ebatzeko makina da.
10. Dekapatzea: Zuzendutako altzairuzko hodia dekapatu behar da hondakin-hodiaren gainazaleko oxido-eskala eta ezpurutasunak kentzeko. Altzairuzko hodia dekapatze-tailerrean dekapatzen da, eta poliki-poliki igotzen da dekapatze-tangaren barrura, gidatuz dekapatzeko.
11. Artezketa, endoskopia ikuskapena eta barne leuntzea: dekapetarako gai diren altzairuzko hodiak kanpoko gainazaleko artezketa prozesuan sartzen dira, leundutako altzairuzko hodiak endoskopia ikuskapena jasaten dira, eta baldintza bereziak dituzten produktu edo prozesu ez-kalifikatuekin barne leuntzea behar da.
12. Ijezketa hotzeko prozesua/marrazketa hotzeko prozesua
Laminazio hotza: Altzairuzko hodia laminazio hotzeko erroiluen bidez laminatzen da, eta altzairuzko hodiaren tamaina eta luzera aldatzen dira etengabeko deformazio hotzaren bidez.
Tiraketa hotza: Altzairuzko hodia zabaltzen eta horma murrizten da tiraketa hotzeko makina batekin, berotu gabe, altzairuzko hodiaren tamaina eta luzera aldatzeko. Tiraketa hotzeko altzairuzko hodiak dimentsio-zehaztasun handia eta gainazaleko akabera ona ditu. Desabantaila da hondar-tentsioa handia dela, eta diametro handiko tiraketa hotzeko hodiak maiz erabiltzen direla, eta produktu amaituaren eraketa-abiadura motela dela. Tiraketa hotzeko prozesu espezifikoak honako hauek ditu:
① Goiburuko soldadura-burua: Hotzean marraztea baino lehen, altzairuzko hodiaren mutur bati buru eman behar zaio (diametro txikiko altzairuzko hodia) edo soldadura-buruari (diametro handiko altzairuzko hodia) marrazketa-prozesua prestatzeko, eta espezifikazio bereziko altzairuzko hodi kantitate txiki bati berotu eta gero buru eman behar zaio.
② Lubrifikazioa eta labekatzea: Buruaren (soldadura-buruaren) ondoren altzairuzko hodia hotzean tiratu aurretik, altzairuzko hodiaren barneko zuloa eta kanpoko gainazala lubrifikatu behar dira, eta lubrifikatzailez estalitako altzairuzko hodia lehortu behar da hotzean tiratu aurretik.
③ Tiraketa hotza: Lubrifikatzailea lehortu ondoren, altzairuzko hodia tiraketa hotzeko prozesuan sartzen da, eta tiraketa hotzerako erabiltzen den ekipamendua kate bidezko tiraketa hotzeko makina bat eta tiraketa hotzeko makina hidrauliko bat dira.
13. Koipegabetzea: Koipegabetzearen helburua altzairuzko hodiaren barneko horman eta kanpoko gainazalean itsatsita dagoen ijezketa-olioa kentzea da, ijezketa egin ondoren garbituz, altzairuaren gainazala erreketan zehar kutsatzea saihesteko eta karbonoaren igoera saihesteko.
14. Tratamendu termikoa: Tratamendu termikoak materialaren forma berreskuratzen du birkristalizazio bidez eta metalaren deformazio-erresistentzia murrizten du. Tratamendu termikoko ekipamendua gas naturalaren disoluzio bidezko tratamendu termikoko labe bat da.
15. Produktu amaituen dekapatzea: Altzairuzko hodiak moztu ondoren dekapaketa akabatu baten menpe jartzen dira gainazala pasibatzeko, altzairuzko hodien gainazalean oxido babes-film bat sor dadin eta altzairuzko hodien errendimendu bikaina hobetzeko.
16. Amaitutako produktuaren ikuskapena: Amaitutako produktuaren ikuskapen eta probaren prozesu nagusia neurgailu bidezko ikuskapena → zurrunbilo-zunda → super-zunda → ur-presioa → aire-presioa da. Gainazalaren ikuskapena, batez ere, altzairuzko hodiaren gainazalean akatsak dauden eskuz egiaztatzea da, altzairuzko hodiaren luzera eta kanpoko hormaren tamaina egokiak diren ala ez; zurrunbilo-detekzioak batez ere korronte zurrunbilotsuaren akats-detektagailua erabiltzen du altzairuzko hodian zirrikituak dauden egiaztatzeko; super-detekzioak batez ere ultrasoinu-akats-detektagailua erabiltzen du altzairuzko hodia barrutik edo kanpotik pitzatuta dagoen egiaztatzeko; ur-presioa, aire-presioa makina hidraulikoa eta aire-presioko makina erabiltzen dira altzairuzko hodiak ura edo airea galtzen duen detektatzeko, altzairuzko hodia egoera onean dagoela ziurtatzeko.
17. Ontziratzea eta biltegiratzea: Ikuskapena gainditu duten altzairuzko hodiak produktu amaituaren ontziratze-eremuan sartzen dira ontziratzeko. Ontziratzeko erabilitako materialen artean daude zulo-tapoiak, plastikozko poltsak, suge-larruzko oihalak, egurrezko oholak, altzairu herdoilgaitzezko uhalak, etab. Bildutako altzairuzko hodiaren bi muturren kanpoko gainazala egurrezko ohol txikiz estalita dago, eta kanpoko gainazala altzairu herdoilgaitzezko uhalekin lotzen da garraioan altzairuzko hodien arteko kontaktua eta talka saihesteko. Ontziratutako altzairuzko hodiak produktu amaituaren pilatze-eremuan sartzen dira.
Ontziratzea normalean biluzik dago, altzairuzko alanbrez lotuta, oso sendoa.
Eskakizun bereziak badituzu, herdoilaren aurkako ontziak erabil ditzakezu, eta ederragoak.

Garraioa:Express (Lagin Bidalketa), Aire, Trenbide, Lur, Itsas Bidalketa (FCL edo LCL edo Bulk)


Gure bezeroa

G: UA fabrikatzailea al zara?
A: Bai, fabrikatzaileak gara. Gure fabrika propioa dugu Tianjin hirian, Txinan.
G: Tona batzuk baino ez ditu proba-eskaerarik izan?
A: Noski. Karga LCL zerbitzuarekin bidal dezakegu zuretzat. (Edukiontzien karga gutxiago)
G: Lagina doan bada?
A: Lagina doan, baina erosleak ordaintzen du garraioa.
G: Urre hornitzailea zara eta merkataritza bermea egiten duzu?
A: Zazpi urteko urre hornitzailea gara eta merkataritza bermea onartzen dugu.
-

Altzairu herdoilgaitzezko hodi josturagabea (304H 304 316 316...
-

Kalitate handiko altzairuzko hodi seamless ASTM 304 304L ...
-

Txinako altzairu herdoilgaitzezko fabrika profesionalaren produktuak...
-

Kalitate goreneko 410 410s altzairu herdoilgaitzezko hodi karratua
-
Fabrika handizkako 2205 2507 Ispilu Altzairu Herdoilgaitzezko St ...
-

2b/Ba/1. zk./4. zk./Hl/8K Ss bobina hotzean laminatua/beroan...





